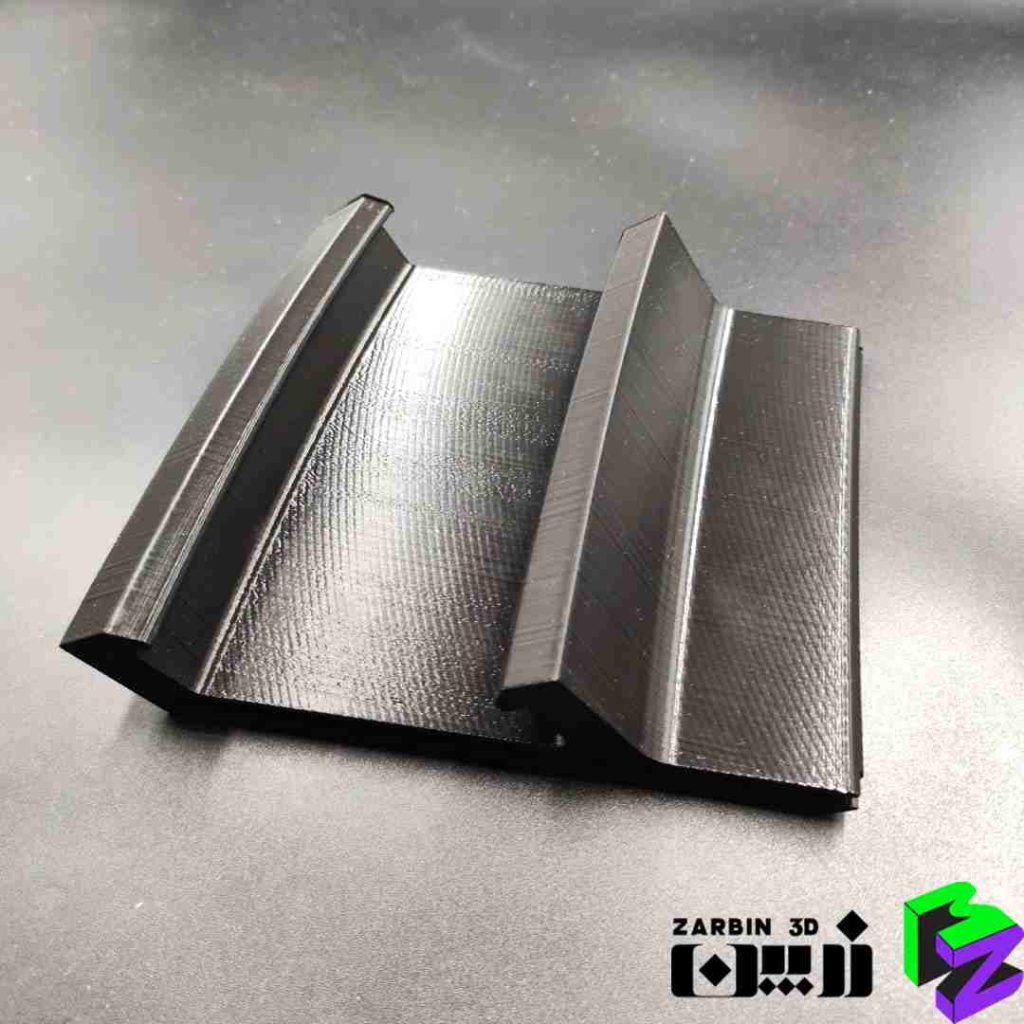
این قطعه بهعنوان مدل اولیه برای فرآیند ریختهگری دقیق (Investment Casting) چاپ شده است.
اما Investment Casting چیست؟
در این روش، مدل چاپشده داخل دوغاب سرامیکی غوطهور میشود تا پوستهای مقاوم و چندلایه روی آن تشکیل شود. سپس قالب سرامیکی در کوره حرارت میبیند تا مدل کامل خارج شود و در نهایت آلیاژ مذاب داخل قالب تزریق میشود تا قطعه فلزی نهایی با دقت بسیار بالا ساخته شود.
از آنجایی که در ریختهگری دقیق، تمام جزئیات، لبهها، زوایا و دقت سطح مدل باید کاملاً منتقل شود، انتخاب تنظیمات مناسب در چاپ سهبعدی اهمیت بسیار زیادی دارد. برای این کار معمولاً از ارتفاع لایه پایین در بازهی ۰.۱ تا ۰.۲ میلیمتر استفاده میشود تا سطح قطعه صاف و آمادهی پوستهسازی سرامیکی باشد.
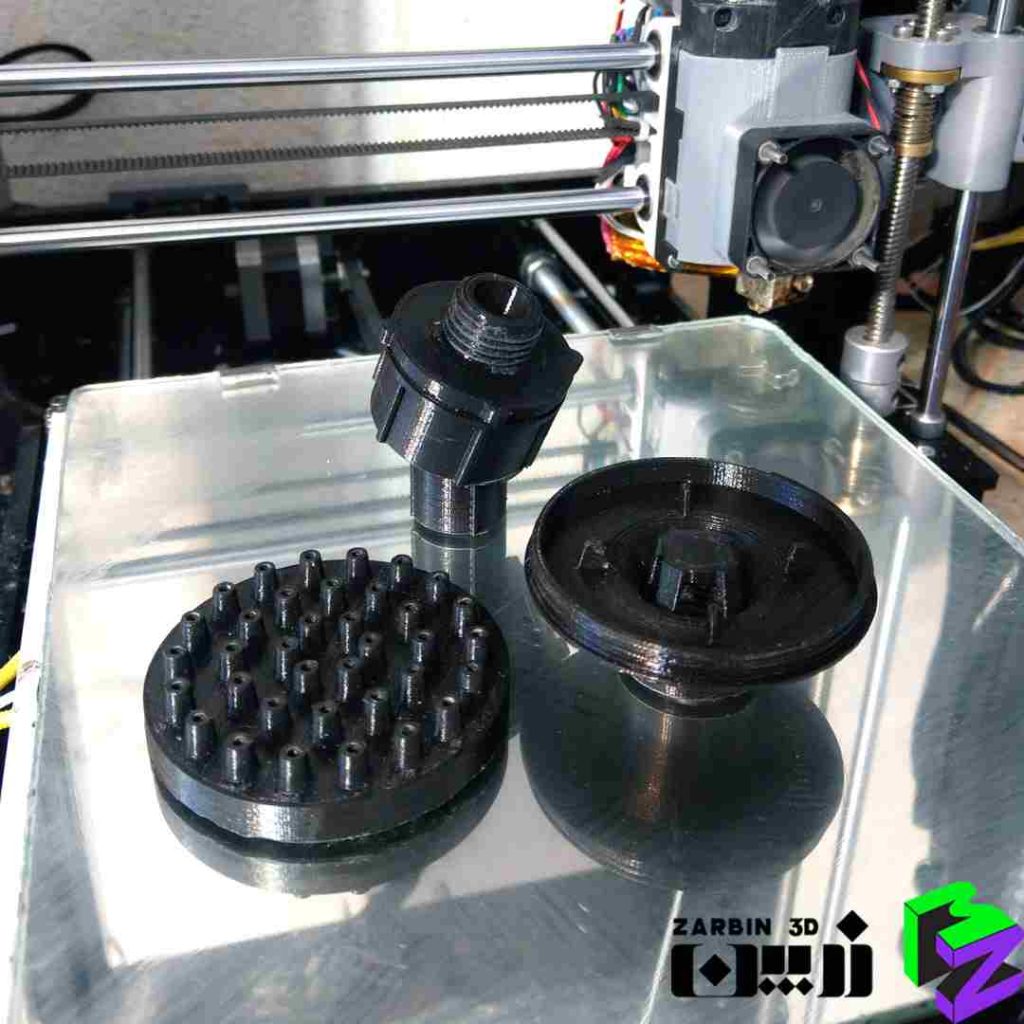
در ساخت این مدلها، نیازی به درصد پرشوندگی (Infill) بالا نیست؛ چرا که هدف اصلی، حفظ شکل ظاهری است. تنها کافی است مقدار اینفیل در حدی باشد که ثبات و استحکام مدل در حین چاپ حفظ شود.
در مقابل، تعداد دیوارهها (Walls/Perimeters) باید حداکثری انتخاب شود تا قطعه در طول چاپ و هنگام غوطهور شدن در دوغاب دچار تغییر شکل نشود و کیفیت هندسی آن حفظ گردد.
در مورد لایههای بالا و پایین (Top/Bottom Layers) نیز مقدار بسیار زیاد ضروری نیست؛ تنها کافی است این بخشها بسته و یکپارچه چاپ شوند.
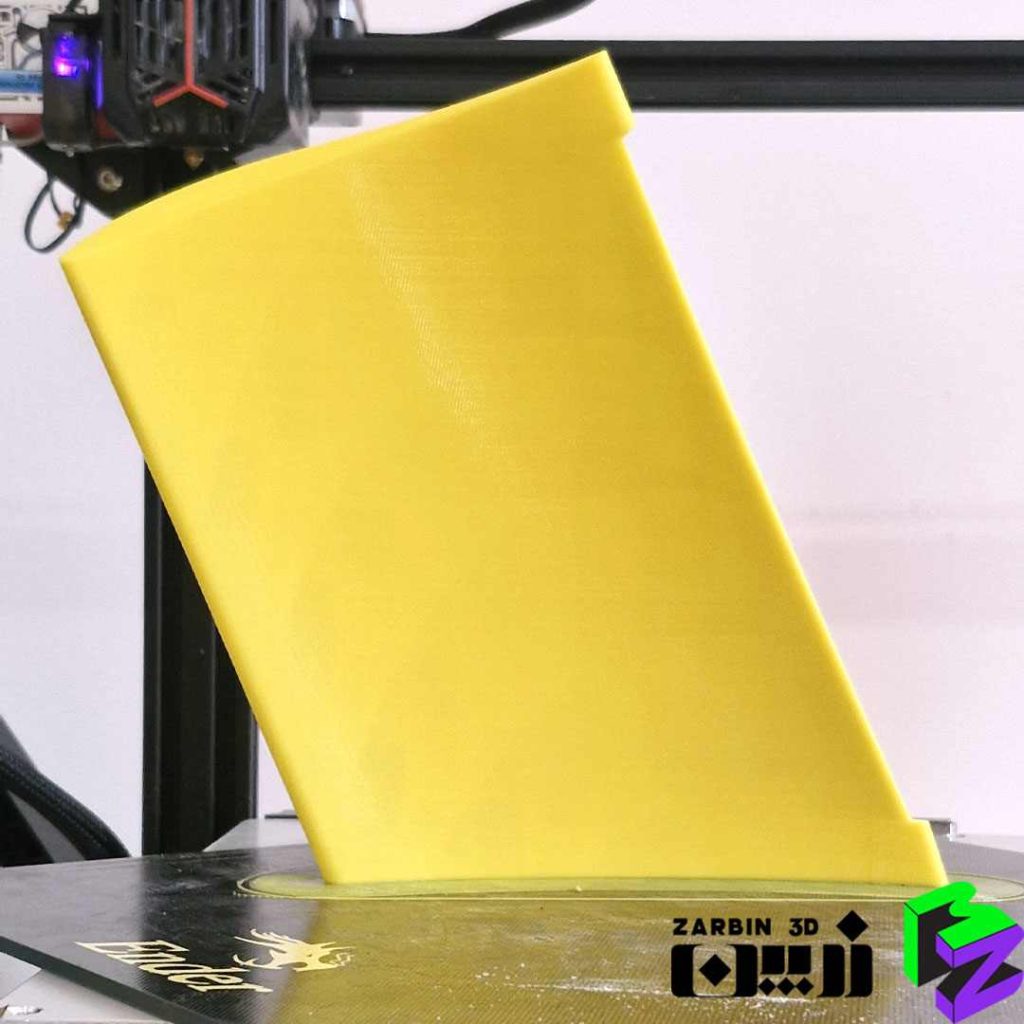
از آنجا که مدل پس از پوستهسازی وارد کوره میشود، انتخاب جنس متریال اهمیت دارد. PLA یکی از بهترین گزینهها برای چاپ مدلهای Investment Casting است؛ زیرا:
دمای ذوب و تخریب پایینی دارد
در کوره بهخوبی خارج میشود و کمترین پسماند را در قالب سرامیکی باقی میگذارد
چاپ آسان و دقت سطح مناسب ارائه میدهد
در نتیجه، استفاده از PLA با تنظیمات دقیق ارتفاع لایه، تعداد دیوارههای بالا و کنترل مناسب صافی سطح، بهترین ترکیب برای تولید مدلهای مرتبط با ریختهگری دقیق (Investment Casting) است.
{kind=link}