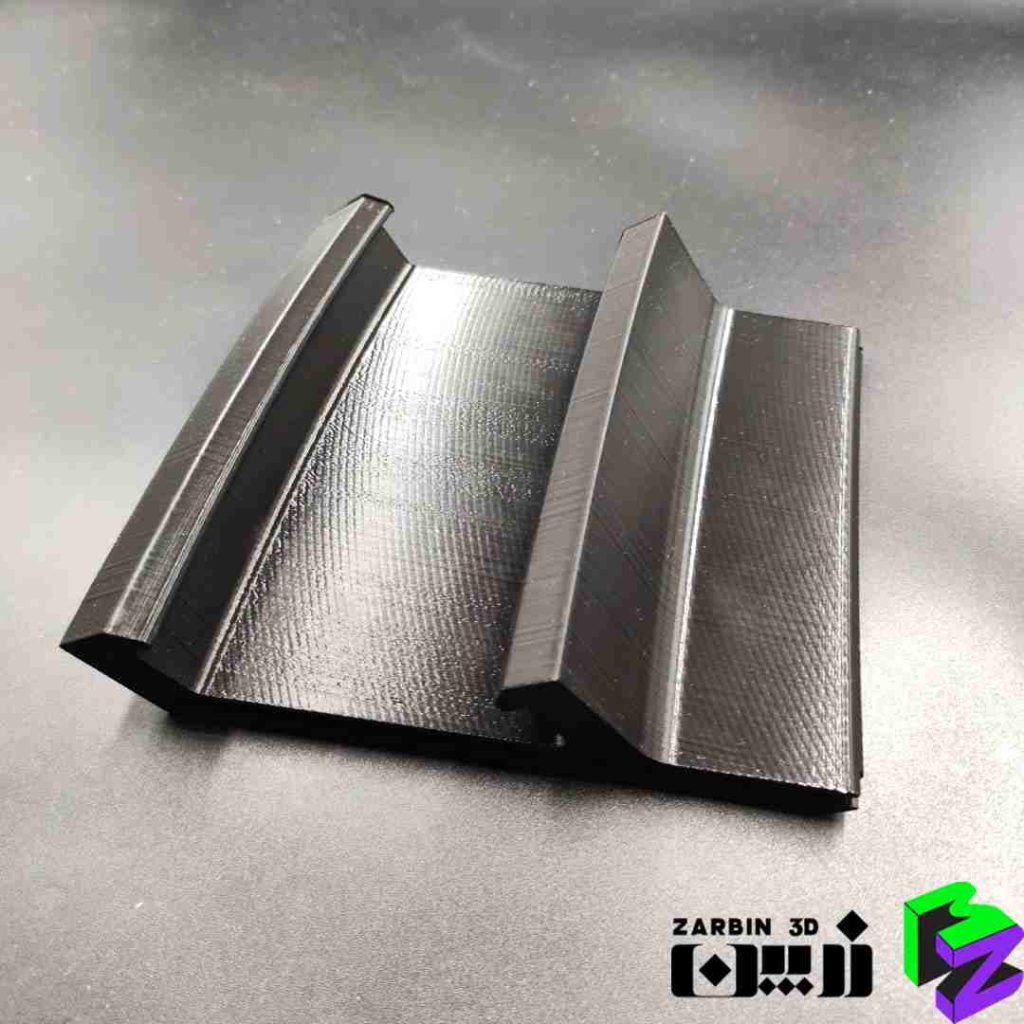
چاپ سهبعدی پرهها و قطعات تیغهای یکی از سختترین و حساسترین مراحل در فرآیند چاپ FDM است. این نوع هندسه به دلیل دیوارههای نازک، لبههای تیز، سطوح شیبدار و نیاز به صافی سطح بالا، تنظیمات دقیق و تجربه عملی قابلتوجهی را میطلبد. یکی از نکات مهم در چاپ این قطعات، کیفیت سطح زیر ساپورت است. در صورتیکه ساپورتگذاری صحیح نباشد، سطح زیرین پرهها بافتی خشن پیدا میکند و مستقیماً روی عملکرد و ظاهر قطعه اثر میگذارد. همچنین باید از بهمریختگی یا تغییر فرم پرهها در نواحی شیبدار جلوگیری شود تا صافی سطح و دقت هندسی پتنه حفظ شود. در بسیاری از مدلها، بخشهایی از پره خارج از شاکله اصلی (Body) و روی ساپورت شکل میگیرند و سپس در ادامه لایهها به قسمت اصلی قطعه متصل میشوند. در این مرحله، اگر سرعت چاپ بالا باشد یا تنظیمات سازگار نباشد، احتمال ایجاد شیفت لایهها (Layer Shift) و حتی جدا شدن قطعه از سطح چاپ افزایش مییابد. برای کنترل این چالشها، استفاده از یک اسلایسر مناسب و تنظیمات تخصصی ضروری است. اعمال تکنیکهایی مانند: تنظیم دقیق فاصله ساپورت تا قطعه اصلی (Support Z-Distance) کاهش سرعت در لایههای اتصال پره به بدنه بهکارگیری تغییر ارتفاع لایه در نواحی حساس (Adaptive Layer Height) انتخاب الگوی ساپورت مناسب و پایدار میتواند هم کیفیت سطح پرهها را افزایش دهد و هم جداسازی آسان ساپورت بدون آسیب به سطوح اصلی را تضمین کند. بهطور کلی، چاپ پرهها نیازمند تنظیمات پیشرفته، کنترل دقیق جریان، ساپورتگذاری مهندسیشده و تجربه عملی بالا است تا قطعه نهایی با کیفیت سطح مطلوب و پایداری هندسی کامل ساخته شود.

{kind=link}
{kind=link}
{kind=link}
{kind=link}